Search the Community
Showing results for tags 'foley'.
Found 1 result
-

Making Gold Flex Nibs; From A Victorian Pen Catalogue
Lunoxmos posted a topic in Fountain & Dip Pens - First Stop
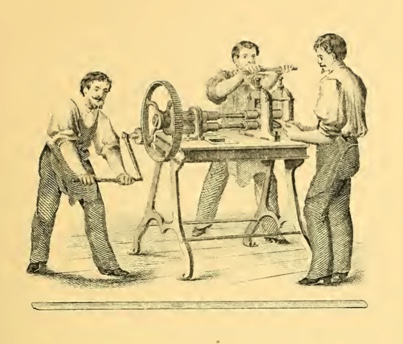
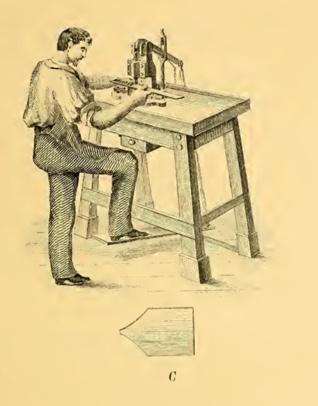
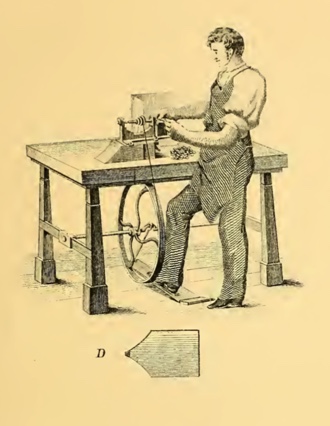
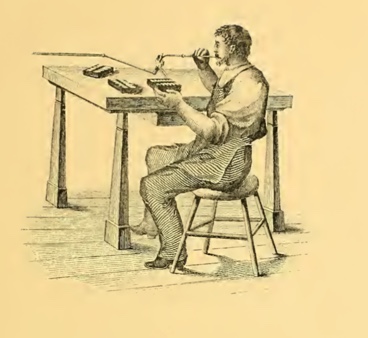
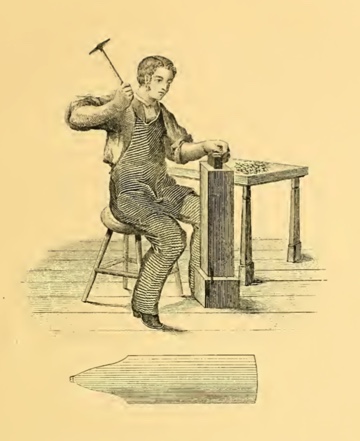
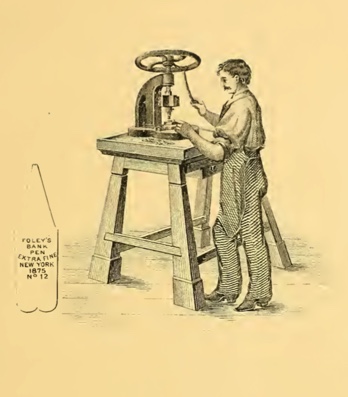
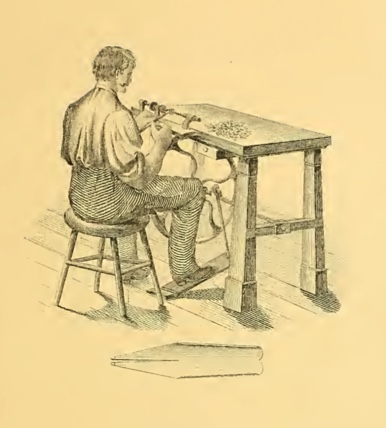
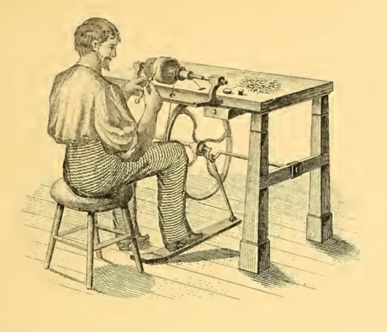
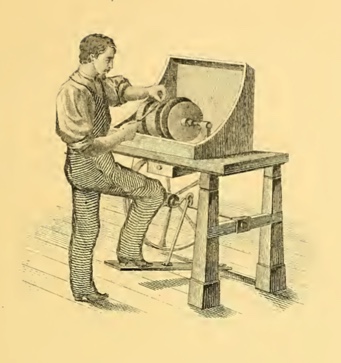
Credit given to David Armstrong from The Restorers Art Original article found here Copy of the catalogue found here Recently I came across a Victorian Era pen catalogue called the: "History of the invention and illustrated process of making Foley's diamond pointed gold pens" It starts off with a catalogue of the various products that the company offered, such as gold dip pens, and mechanical pencils, along with other bizarre combinations such as an instrument with a toothpick on one end and an ear spoon on the other. The main interest of the document, however, is that in the second half it details the history of the development of the Gold pen (or nib, as we would say these days), as well as the process in how these pens were made. After reading the catalogue myself, I along with David Armstrong and probably many other people as well, have concluded that the level of modern nib manufacturing is, though in my opinion, not exactly plagued by poor workmanship (a good nail nib is still a good nail nib), but has instead become complacent, perhaps unaware of the potential profits which could be obtained from the enthusiastic, albeit rather niche consumer group. (have a look at some of the prices that vintage flex fetches on eBay!) We have not really lost the technology or the method of producing flexible gold nibs. If you read the below copy-and-paste of the text, you can see that the only thing that was required to make the gold "flexible" was to hammer it; something that I believe with a little bit of will and determination we can replicate in a mechanical form, using machinery instead of a blacksmith, to make each one as precisely and accurately manufactured as the one before. "The nib of each Pen, as shown above, is hammered on a small anvil or stake, of curved surface, until the required spring or elasticity is secured, so that the nib of the Pen will bend almost double and again return to its proper position." Of course there are many things in the detailed process which can be automated due to our large advances in technology. For example, I believe that we have improved our tipping process, compared to when the Victorians were still figuring it out. Much of the tipping of the period was liable to falling out. In addition, we have automated much of the process of making nibs, the only part requiring human expertise being possibly the grinding, smoothing and inspecting, making the process faster and more consistent. I believe that if those high end companies, which probably have the money to invest in these sorts of things, decide to produce machinery which can hammer the nibs (tines), and strike upon the certain points with an exact pressure to produce the flexibility, then it is very possible that we will be able to produce modern flex nibs which will rival, or even better the flex nibs of the past. Here is a copy of the text which you may read at your own leisure. I have linked to the catalogue at the top of the post ( it's a big file so I recommend you look at it on a reasonably powerful device). (note that the use of the word "pens" is the Victorian equivalent of our "nibs", and the word "nibs" is the Victorian equivalent of our "tines") FORGE FOR MELTING THE GOLD. In this the Alloyed Gold is melted. It is fine Bar Gold (see page 43), and the quantity of alloy added is prepared with much care, and consists of pure Copper and Silver. A small quantity of each is added to the fine bar of gold. Pure Gold being too soft, the alloy is added to make it hard and durable and of a uniform elasticity. The alloyed gold is put into a sand crucible and placed in a charcoal fire, melted to a liquid and then poured into an iron ingot which produces a bar of the required width and thickness according to the size of Pen it is intended for, generally about half inch thick, 20 inches long, 1&1/2 inches in width (see E). After the bar is cooled it is removed from the ingot, the rough edge is filed smooth and hammered, and it is then ready for the ROLLING MILL, OR STOCK ROLLS. This machine rolls or stretches the bar of gold to perhaps ten times its original length, reducing it to a ribbon about 1/32 of an inch thick. Its width ought to be just enough to cut out two blank Pens. The machine is propelled by steam or hand power. It is complicated, very heavy, made and finished in the finest and most expensive manner, and regulated by two screws on each end. Each time the bar passes through the screws are turned down, until the required thickness is attained, and it is then ready for the BLANK PRESS AND DIE. After the bar of gold is rolled into a long thin ribbon, the blank Pen " C " is cut from it in two rows. One long strip or ribbon will cut from five hundred to a thousand blanks. The cutter is a lever press — with die set. The blank as it is cut drops through into a drawer underneath. This blank Pen is now ready for the BURRING MACHINE. This is used to mill out a recess across the point end of the blank "D" to receive the " Iridium " which is the celebrated Diamond Point of the Gold Pen. This done, the blank is now ready to have the Iridium set in, as is shown in the next Engraving. SELECTING AND PUTTING ON THE DIAMOND POINTS. This is done by placing a number of blanks in a row on a strip of wood made for that purpose. The diamond points being carefully selected, a small pencil brush is dipped into liquid borax and with it the points are picked up and set into the recess. The workman uses a microscope to enable him to place the points properly. When this is done, the " blank " is sent to the next man, who fixes the points permanently : SWEATING ON THE DIAMOND POINTS. A lot of blank Pens are placed in rows as above, on a flat piece of charcoal ; the blow pipe is then applied to the gas burner and a flame is directed steadily upon the point of the blank until the gold is thoroughly melted around the diamond or Iridium point. This is the " sweating" process (no solder being used) in making Foley's Pens. Hence it is that the points never come off. It requires much care and experience, for if the heat is applied a moment too long the whole Pen is melted and made useless. The point is now applied to the copper lathe (see 73) and brought to a square even face upon both sides and end. It is then ready for the blank rolls. The fine quality of Gold, over 16-karat fine, used in the manufacture of FOLEY'S Solid Gold Pens cannot be affected in the slightest degree by the strong acid with which most of the good inks are now made. Many of the Pens in the market at the present time are made of 10, 12 and 14-karat Gold and the points are put on with solder. The acid of the ink will turn the cheap Pens black and separate the points, which will soon fall off, and make the Pen worthless. Again, many Pens are made so light, being almost as thin as paper, that they soon wear out. A poorly made Gold Pen, no matter how cheap, is the most expensive in the end. THE BLANK ROLLS. With this machine the blank Pen is rolled down or stretched to the length shown above. This is done by placing the blank between the two rolls. The under roll has a recess in which the point is protected, and the pen is passed through the rolls several times until the required length is attained. The blank as shown above is now ready to have the Springiness or Elasticity hammered into it. HAMMERING TO PRODUCE THE SPRING OR ELASTICITY. The nib of each Pen, as shown above, is hammered on a small anvil or stake, of curved surface, until the required spring or elasticity is secured, so that the nib of the Pen will bend almost double and again return to its proper position. It is now in a rough and uneven shape and prepared for the second cut to give the Pen its proper form; by the SECOND CUTTING DIE AND PRESS. This operation takes off a narrow strip all around except at the point, and gives the Pen its proper even form in the flat state as above shown and it is then ready for the STAMPING PRESS. This is a screw press. The name stamp is set, and the pen, still flat, is placed on a hard steel plate with a guide to slide the pen into, so that every Pen is lettered uniformly and in exact position. Nearly one thousand Pens can be stamped in an hour. The Pen as above shown is now ready to have the sides raised up into shape, which is done in the RAISING UP MACHINE. This is a screw press of great power. With this, the Pen from its flat shape is bent into the round or partially cylindrical form. To insure perfect shape and per- manent set to the new curve, only a press of great power and dies of extreme exactness can be used successfully. This press is very heavy and complicated with many parts and very expensive fittings. The principal parts are the half round bed on which the flat Pen rests ; and the plunger, half round also, to fit exactly, which is struck down with great force by the action of the screw. This blow rounds the back and sides of the Pen. The plunger is brought up by an excentric and lever acting on two jaws, one on each side of the machine. This completes the perfect shape of the Pen as above shown in its well known form. This machine was invented by an ingenious Frenchman, John Countis, a machinist, while employed in Mr. Foley's factory. It is the most perfect and successful Raising Machine ever devised for Gold Pen making, and is capable of raising and shaping fifty Pens an hour. The next operation is to cut or divide the point in the Point, Cutting Lathe. CUTTING THE DIAMOND POINT. With this Point Cutting Lathe, after the Pen is carefully adjusted in a swing frame, the diamond or Iridium point is brought centrally upon the edge of a thin copper disk, about three inches in diameter, kept in rapid motion. The edge of the disk is charged with fine emeiy and oil. The Iridium is soon slit into two points, and thus is laid the foundation for the slit of the Pen. The Pen is next placed in a pen holder and passed over to the SLITTING LATHE. With this the slit is extended from the points to the full length of the nib. A very fine circular steel saw is used, and the skillful workman uses no guide. He simply places the Pen in a holder and with both hands and an experienced eye will slit, perfect and straight, one hundred Pens an hour. A fine hand-saw is used to perfect the end of the slit, which must end exactly perpendicular to both sides. This prevents the slit or Pen from cracking further up, and destroying the Pen. After slitting as above, the Pen is ready for BURNISHING THE NIBS. This is done with a hammer, burnisher and stake. Slitting the Pen removes more or less of the gold. The two edges must now be brought together again by hammering the outer edges of the nibs on the stake. The Pen is burnished on both sides to remove all unevenness ; and the nibs are set even by the fingers. After leaving the burnisher the Pen is ready to receive the most important part of its construction — from the GRINDING LATHE. This consists of one large and two or three smaller copper wheels and one tin slitter fitted on a steel spindle, running on true centers and finely finished. The tin slitter is charged with fine emery and oil. Now begins the most important work. After the Pen leaves the hand of the burnisher it goes at once into the hands of the GRINDER who should be not only an experienced workman and a good mechanic, but a man of intelligence, for he must understand thoroughly and practically what is necessary to finish a perfect Pen. The Grinder at once applies the Pen to the slitter so as to make the inside surfaces of the slit and points exactly flat, and set them easy together. Unless this is well understood by the workman and carefully done, a perfect writing Pen is impossible, for he will leave it with a crooked or an uneven slit. The great object in having the inside edges of the slit square and flat is to prevent the nibs from crossing or slipping by each other. The slit being made straight and perfect, the Pen is next fitted into the grinding holder, made of steel, with the diamond point alone projecting. It is then applied to the copper wheel (as shown in the cut which gives the exact operation), and the points are ground on the sides, back and end, while on the small copper wheels the face of the point is ground until the proper shape is secured. Here the skill and brains of the grinder are displayed, for if the correct shape is not given to the point it would be impossible to smooth and make it a good writing Pen. This is the most difficult part of Gold Pen making. A good workman cannot grind and smooth over two hundred good Pens in a week, though the men employed by the cheap manufactories claim to do as many in 7 or 8 hours. There are only a few excellent Pen grinders in the trade, and during the great demand for Gold Pens at the commencement of the war in 1861, and to 1865, the supply was not at ail equal to the demand. While grinding, the Pen is carefully examined with a strong lens, and finally fitted into a desk-holder and applied to paper and ink and thoroughly tested. Thus every defect is removed by the judgment and experience of the grinder. When that is done the Pen goes to THE POLISHING LATHE. This lathe consists of four wheels, two broad ones for polishing and rougeing the Pen on the back, and two very narrow ones for polishing the Pen on the inside. The wheels are covered with cloth of felt charged with rotten stone or tripoli ; and for the rougeing buckskin is used. The Pen is now " nibbed" on the inside of the nibs, with Scotch stone. This roughens the nibs so as to hold ink and prevent it from flowing too freely. This done the Pen goes again to the grinder — who re-adjusts and carefully examines it to see if any injury was done while in the hands of Polisher. The points are delicately touched up; the nibs carefully adjusted so that they will not cross or lap over; and the Pens are then placed in strong alcohol which removes the oil and other polishing materials and makes the Pen perfectly clean. After drying them in line box-wood sawdust, the Pens are put up in boxes and sent to the office, where the Manufacturer personally examines every Pen thoroughly, not only as to its writing qualities, but every part of the work and finish is carefully examined with the aid of a strong lens. If the slightest imperfection is discovered the Pen is returned to the Factory. The perfect Pens are finally counted and weighed and entered upon the stock book and are then ready for sale and delivery. [edited post to add pictures and to change some wording]